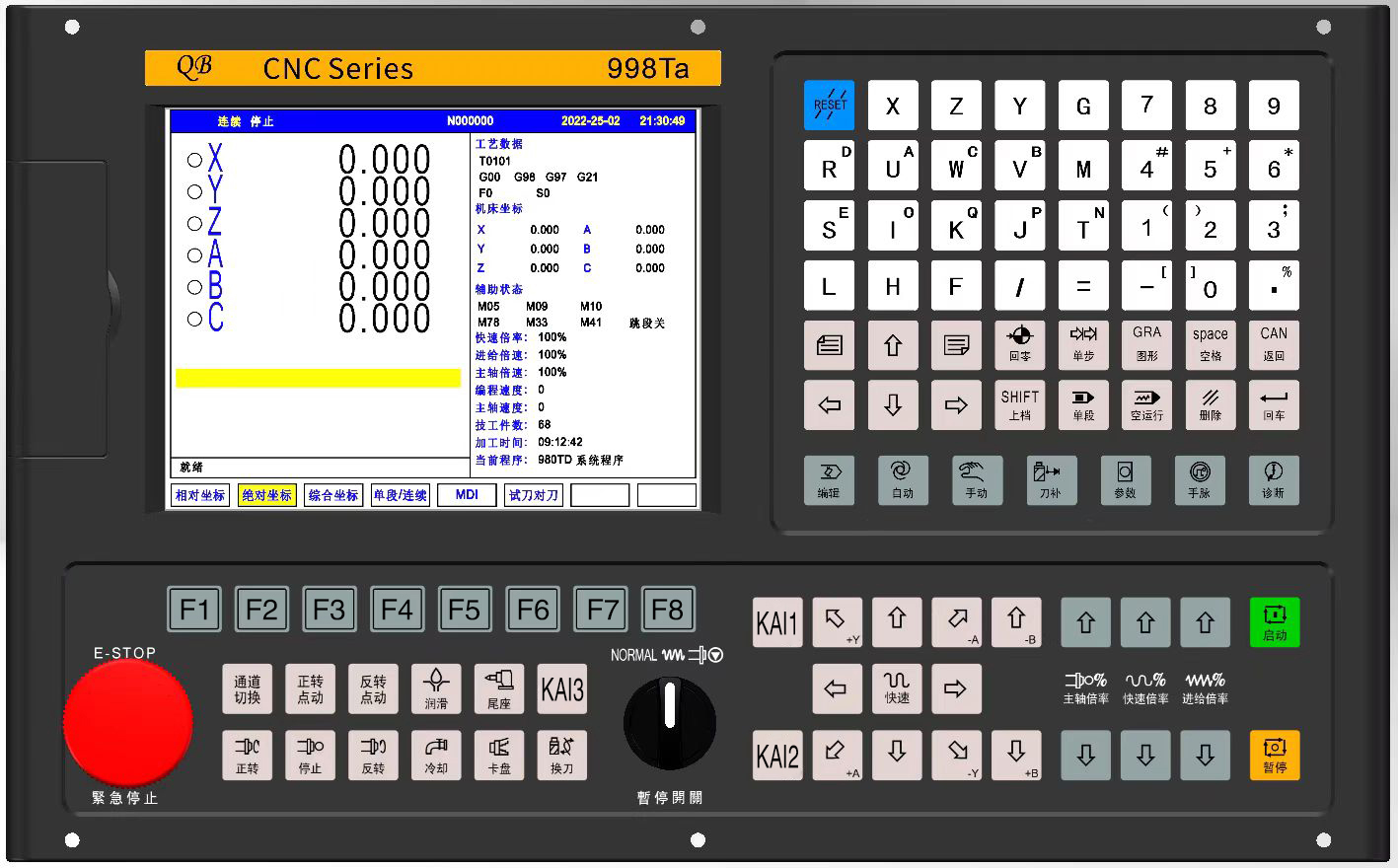
988Ta车床2-6轴绝对值\增量 数控系统
基本参数
主要技术规格
|
运动 控制 |
控制轴:X 轴、Z 轴、Y 轴、A 轴、B轴、C轴;联动(插补)轴 |
|
轴输出信号:脉冲+方向和正交脉冲,,适配交流伺服或步进电机驱动单元 |
|
|
插补功能:直线、圆弧 |
|
|
位置指令范围:-9999.999mm~9999.999mm;最小指令单位:0.001mm |
|
|
电子齿轮:指令倍乘系数 1~32767,指令分频系数 1~32767 |
|
|
快速移动速度:最高 30000mm/min 快速倍率:F0、25%、50%、100%四级实时调节 |
|
|
切削进给速度:最高 15000mm/min 或 500mm/r(每转进给) 进给倍率:0~150%十六级实时调节 |
|
|
手动进给速度:任意设置F值,或手动输入0-9键设置F30-F5000 |
|
|
手轮进给:0.001mm、0.01mm、0.1mm 三档,自动手轮试运行程序 |
|
|
加减速:快速移动采用 S 型加减速,切削进给采用指数型加减速 |
|
|
自动倒角功能 |
|
|
G 功能 |
29 种 G 代码:G00、G01、G02、G03、G04、G28、G30、G32、G33、G34、G40、G41、G42、 G50、G51、G65、G70、G71、G72、G73、G74、G75、G76、G90、G92、G94、G96、G97、G98、G99,宏指令 G65 可完成 27 种算术、逻辑运算及跳转 |
|
螺纹 加工 |
攻丝功能;单头/多头公英制直螺纹、锥螺纹、端面螺纹;变螺距螺纹。螺纹退尾长度、角度和速度特性可设定,高速退尾处理;螺纹螺距:0.0001mm~500mm 或 0.06 牙/英寸~25400 牙/英寸 |
|
主轴编码器:编码器线数可设定(100p/r~5000p/r) |
|
|
编码器与主轴的传动比:(1~255):(1~255) |
|
|
精度 补偿 |
反向间隙补偿:各轴 0mm~2.000mm |
|
螺距误差补偿:512 个补偿点,各轴补偿点可任意设定,每点补偿量:-0.255 ~ 0.255mm |
|
|
刀具补偿:X、Z 轴 32 组刀具长度补偿、刀尖半径补偿(补偿方式 C) 对对刀方式:定点对刀、试切对刀 刀具补偿执行方式:移动刀具或偏移坐标执行刀具补偿 |
|
|
M 代码 |
特殊 M 指令(不可重定义):M02、M30、M20、M97、M98、M99、M500,M501,M502,M503,M504,M505,M506,M600,M601 |
|
标准配置M 代码:M00、M03、M04、M05、M08、M09、M10、M11、M74、M75 、M78、M79、M58、M59 M32、M33、M41、M42、M43、M44、M60、M61、M62、M63、M65、M67、M69、M71、M73 |
|
|
T 代码 |
最多 32 个刀位(T01□□~T32□□) |
|
主轴转速控制 |
转速开关量控制模式:S□□指令 |
|
转速模拟电压双路控制模式:0V~10V 电压输出,S□□□□或SS□□□□给定主轴转速(r/min) 或切削线速度(m/min),可配套伺服主轴或变频器,支持四档主轴机械档位。 |
|
|
显示 界面 |
显示器:800×600 点阵、8〃液晶显示器(LCD) |
|
显示方式:中文,可显示加工轨迹图形 |
|
|
报警日志、实时时钟功能 |
|
|
软功能键操作显示 |
|
|
程序 编辑 |
程序容量:100M、最多 1000个程序,支持用户宏程序调用,子程序四重嵌套 |
|
编辑方式:全屏幕编辑,支持相对坐标、绝对坐标和混合坐标编程 |
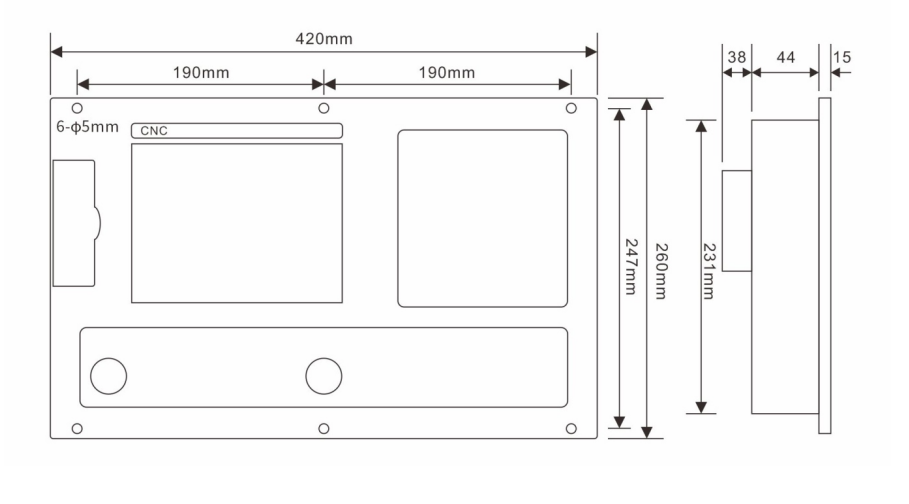
系统尺寸图